【不銹剛藥芯焊絲】不銹鋼藥芯焊絲的焊接要點及工藝
- 時間:2021-09-08作者:天津市坤明焊材科技有限公司瀏覽:570
天津市坤明焊材科技有限公司專注于鎳基焊絲,氣保焊絲,氬弧焊絲,不銹剛藥芯焊絲,高硬度耐磨藥芯焊絲,不銹鋼焊條等
詞條
詞條說明
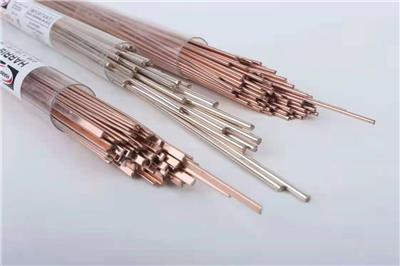
藥芯焊絲的截面形狀越復雜、越對稱,電弧越穩定,藥芯的冶金反應和保護作用越充分。但是隨著焊絲直徑的減小,這種差別逐漸縮小,當焊絲直徑小于2 mm時,截成形狀的影響已不明顯了。藥芯焊絲的焊接工藝性能好、焊縫質量好、對鋼材的適應性強,可用于焊接各種類型的鋼結構,包括低碳鋼、低合金高強鋼、低溫鋼、耐熱鋼、不銹鋼及耐磨堆焊等。1)低碳鋼及高強鋼用藥芯焊絲這類焊絲大多數為鈦型渣系,焊接工藝性好、焊接生產率高,
不繡鋼藥芯焊絲突顯了許多焊接方法的有利特性,例如焊劑部分扮演了與被覆焊條能改善熔填金屬化學成分與機械性之功能。生產效率上又有氣體保護金屬電弧焊及埋弧焊的特點。使用藥芯焊絲的注意事項1、采用平特性的直流電源,直接反接(DC+)。2、保護氣體流量一般為10~11 L/Min。3、焊絲干伸長度不宜過短和過長,否則易產生凹坑、氣溝、電弧不穩等缺陷。4、須有切實有效的擋風措施,當風速**過2 m/s時,會破壞
在正常焊接過程中,必須要保證有一定的熔深,當熔深達到一定程度時,能夠保證背面焊縫焊透。焊工操作時要及時觀察焊接熔池*的熔孔大小,熔孔尺寸始終保持在1 mm左右。當發現熔孔尺寸逐漸增大時,說明背面焊縫在逐漸增高,再發展下去將會導致焊瘤或燒穿現象,為此應放慢焊接速度,將焊絲往坡口兩側運送,或壓在熔池后面運行,直到熔孔尺寸恢復原狀,再進行正常的送絲焊接。如果發現熔孔尺寸逐漸減小直至沒有熔孔,說明背面焊
不銹鋼焊條除了要滿足一般焊接工藝性能和焊接接頭力學性能外,還要確保焊接接頭能滿足一定的耐蝕性的要求。對藥皮和焊芯,通常都要考慮到下列要求:1)通過焊芯和藥皮過渡各種合金元素,使焊縫金屬成為含有確定數量的奧氏體和鐵素體組織,以確保焊縫金屬既有良好的抗裂性,又有良好的抗相應介質腐蝕的能力。2)通過焊芯或藥皮,使焊縫金屬中能滲入一定量的碳化物形成元素(如鈮、鉬、鈦等),與碳形成穩定的碳化物,以阻止晶粒邊
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 天津市坤明焊材科技有限公司
聯系人: 王
電 話:
手 機: 15822958223
微 信: 15822958223
地 址: 天津津南津南經濟開發區(西區)中國香港街3號1號樓410-54室
郵 編:
網 址: njht.cn.b2b168.com
相關推薦






相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 天津市坤明焊材科技有限公司
聯系人: 王
手 機: 15822958223
電 話:
地 址: 天津津南津南經濟開發區(西區)中國香港街3號1號樓410-54室
郵 編:
網 址: njht.cn.b2b168.com
- 相關企業
- 勵德裝備技術(杭州)有限公司
- 清河縣焊騰焊接材料有限公司
- 蘇州潤昇精密機械有限公司
- 伯樂焊材(河北)有限公司
- 上海元源懿管道科技有限公司
- 寰電智控科技(廣東)有限公司
- 青島市平山技研國際貿易有限公司
- 深圳市鐳屏科技有限公司
- 清河縣安泰焊接材料有限公司
- 清河縣**合金屬有限公司
- 商家產品系列
- h型鋼切割機
- 擴散焊設備
- 螺柱焊設備
- 埋弧自動焊
- 渦流檢測
- 鎢極
- 無損檢測設備
- 相貫線切割設備
- 數控等離子切割機
- 數控火焰切割機
- 水冷電纜
- 水射流切割機
- 水下等離子切割機
- 送絲機配件
- 特種焊接材料
- 自動焊接設備
- 自動焊錫機
- 自動切割設備
- 超聲波焊機
- 超聲波探傷機
- 磁力管道切割機
- 等離子弧焊
- 管道坡口機
- 遮弧簾
- 半自動割圓機
- 半自動切割機
- 變位機
- 操作機
- 測厚儀
- 測溫儀
- 產品推薦
- 資訊推薦



¥10000.00





¥200000.00




¥60.00