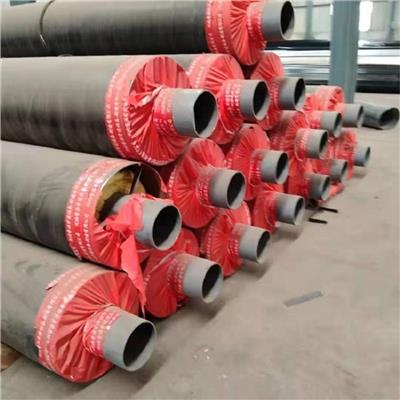
蒸汽管道-鋼套鋼保溫管優(yōu)勢(shì)及特點(diǎn)
- 時(shí)間:2019-04-23作者:廊坊萬(wàn)福保溫材料有限公司瀏覽:431
廊坊萬(wàn)福保溫材料有限公司專注于聚氨酯保溫管,預(yù)制直埋聚氨酯保溫管,鋼套鋼蒸汽保溫管,聚氨酯保溫管殼,聚乙烯外護(hù)聚氨酯保溫管等
詞條
詞條說(shuō)明
聚氨酯手工灌注成型工藝方法聚氨酯產(chǎn)品歷來(lái)有‘‘三分產(chǎn)品,七分發(fā)泡’’的說(shuō)法,也就是說(shuō)不僅需要好的聚氨酯發(fā)泡料,較需要一個(gè)科學(xué)的發(fā)泡工藝和嚴(yán)格的操作規(guī)程。下面我們來(lái)介紹一下聚氨酯的手工灌注成型工藝。??聚氨酯手工灌注成型工藝需要準(zhǔn)備工作?首先要有生產(chǎn)制品聚氨酯發(fā)泡組合料,生產(chǎn)的磨具,生產(chǎn)時(shí)用來(lái)脫模的離型劑,顏色(加在料里的色漿與噴在制在表面的油漆),手電鉆(在1500轉(zhuǎn)
保溫管套管接頭施工前處理方法:? ? ?1、首先是清洗管道的焊接接頭,清理接頭處的污漬和銹跡,如果接頭潮濕,需要先擦干。? ? ?2、焊縫焊接完成后,不要急于包裹絕緣層。 首先,應(yīng)對(duì)焊縫進(jìn)行超聲波探傷,檢查是否有泄漏。 檢查完畢后,應(yīng)進(jìn)行焊接接頭的防腐施工。? ? ?3、焊接采用氬弧焊法。 焊口處的焊渣每隔三
聚氨酯保溫管穿管及支架捆扎工藝特點(diǎn)A.按芯管和保溫層選定的HDPE外護(hù)管(產(chǎn)品符合設(shè)計(jì)要求 或CJ/T114-2000標(biāo)準(zhǔn))→穿管機(jī)V型槽。???? B.拋丸處理后的鋼管(下管機(jī))→輸管機(jī)→穿管機(jī)托輥輸送段 →分段捆扎支架(1.5米/段)→將捆扎好支架芯管穿入V型槽上的HDPE外護(hù)管內(nèi)直至芯管兩端裸露部分均為15㎝或20㎝。??
河北聚氨酯螺旋鋼管14大優(yōu)勢(shì)特點(diǎn)
?河北聚氨酯螺旋鋼管14大優(yōu)勢(shì)特點(diǎn)???????????螺旋鋼管的生產(chǎn)工藝特點(diǎn):??????(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過(guò)嚴(yán)格的理化檢驗(yàn)。?????&
聯(lián)系方式 聯(lián)系我時(shí),請(qǐng)告知來(lái)自八方資源網(wǎng)!
公司名: 廊坊萬(wàn)福保溫材料有限公司
聯(lián)系人: 徐國(guó)貞
電 話: 0316-5833089
手 機(jī): 15127662144
微 信: 15127662144
地 址: 河北廊坊大城縣趙家務(wù)村
郵 編:
網(wǎng) 址: wanfubaowen123.b2b168.com
相關(guān)推薦







相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過(guò)程,請(qǐng)自行甄別其真實(shí)性及合法性;
2、跟進(jìn)信息之前,請(qǐng)仔細(xì)核驗(yàn)對(duì)方資質(zhì),所有預(yù)付定金或付款至個(gè)人賬戶的行為,均存在詐騙風(fēng)險(xiǎn),請(qǐng)?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 廊坊萬(wàn)福保溫材料有限公司
聯(lián)系人: 徐國(guó)貞
手 機(jī): 15127662144
電 話: 0316-5833089
地 址: 河北廊坊大城縣趙家務(wù)村
郵 編:
網(wǎng) 址: wanfubaowen123.b2b168.com
- 相關(guān)企業(yè)
- 上海久萃智能科技有限公司
- 北京安信三通防靜電工程技術(shù)有限公司
- 北京興達(dá)宏鑫建筑工程有限公司
- 廣州市番禺區(qū)隆順嘉金屬門窗經(jīng)營(yíng)部個(gè)體工商戶
- 深圳市鑫利特精密刀具有限公司
- 山東亮科隔墻建材有限公司
- 天津碧瀾天鋼結(jié)構(gòu)有限公司
- 重慶中裕木制工藝品有限公司
- 陜西創(chuàng)格工程科技有限公司
- 深圳市華美源裝飾材料工程有限公司
- 商家產(chǎn)品系列
- ABS管
- grc構(gòu)件
- pvc地板
- 安防用品
- 安全鎖
- 百葉窗
- 百頁(yè)窗簾
- 百頁(yè)門
- 板材
- 板巖
- 保溫、隔熱材料
- 保溫板
- 保溫釘
- 保溫管
- 保溫棉
- 保溫網(wǎng)格布
- 杯架
- 變形縫
- 別墅門
- 管材管件
- 管帽
- 灌漿料
- 光波浴房
- 廣場(chǎng)磚
- 焊管
- 烘干板材
- 弧形材
- 護(hù)欄網(wǎng)
- 花灑軟管
- 滑軌門
- 產(chǎn)品推薦
- 資訊推薦


¥230.00

¥230.00

¥1.00

¥1.00


¥5000.00



