精密注塑件表面不光滑的原因—屹緯精密
- 時(shí)間:2021-12-14作者:浙江屹緯精密技術(shù)有限公司瀏覽:488
浙江屹緯精密技術(shù)有限公司專(zhuān)注于精密金屬?zèng)_壓,精密金屬拉伸,金屬嵌件注塑等
詞條
詞條說(shuō)明
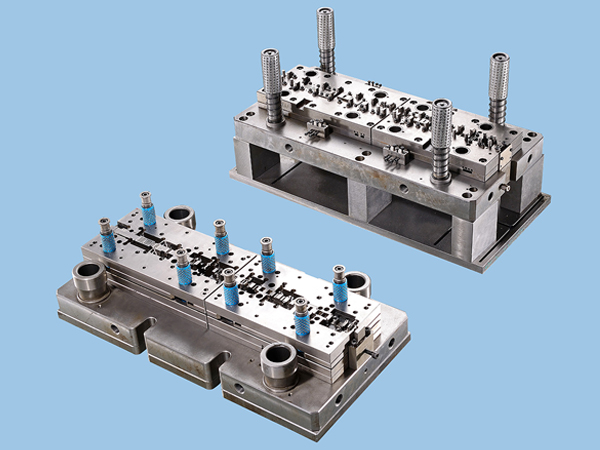
注塑成型模具設(shè)計(jì)5大注意事項(xiàng)
浙江屹緯精密,一家精密金屬?zèng)_壓、金屬拉伸成型和精密注塑加工的制造商,提供模具開(kāi)發(fā)與設(shè)計(jì),*和制作沖壓級(jí)進(jìn)模及注塑模具并用于生產(chǎn)。進(jìn)行精密注塑時(shí)會(huì)用到注塑模具,而在進(jìn)行注塑成型模具設(shè)計(jì)的時(shí)候有5大注意事項(xiàng)需要注塑廠熟悉掌握。1、塑料收縮率以及影響注塑件產(chǎn)品尺寸精度的各項(xiàng)因素,即注塑模具制造和裝配誤差、注塑模具磨損等。設(shè)計(jì)壓塑模和注塑模時(shí),要考慮成型機(jī)的工藝和結(jié)構(gòu)參數(shù)的匹配。2、注塑模具精度,即
沖壓件生產(chǎn)經(jīng)常遇到的質(zhì)量問(wèn)題
沖壓件廠家在進(jìn)行沖壓件生產(chǎn)時(shí),經(jīng)常會(huì)遇到一些質(zhì)量問(wèn)題。出現(xiàn)質(zhì)量問(wèn)題并不可怕,但是要及時(shí)發(fā)現(xiàn)并進(jìn)行控制,盡量把問(wèn)題控制在內(nèi)部,不要流到客戶(hù)手里。今天,屹緯精密會(huì)介紹下沖壓件日常生產(chǎn)中經(jīng)常會(huì)遇到的一些質(zhì)量問(wèn)題。1,黏合、劃痕:因?yàn)樵牧吓c模具底座或型腔磨擦而在制件或是模具功能問(wèn)題;2,毛刺:關(guān)鍵產(chǎn)生于裁切模和落料模,刀口中間的空隙起伏不定的時(shí)候會(huì)出現(xiàn)毛刺;?3,線偏位:沖壓件成型時(shí),開(kāi)始與模
人機(jī)料法環(huán)是金屬?zèng)_壓件生產(chǎn)中不可缺少的五個(gè)要素,其中料,指物料,半成品、配件、原料等用料。材料的種類(lèi)和性能對(duì)產(chǎn)品的品質(zhì)造成的影響也很大,這就需要我們了解材料的性能,并能夠找到合適的材料進(jìn)行沖壓生產(chǎn)。 1. 金屬?zèng)_壓材料性能 在汽車(chē)身上有不同強(qiáng)度的沖壓件,從普通板材到高強(qiáng)板,不同板材有著不同的屈服強(qiáng)度,板材的屈服強(qiáng)度越高,就越*出現(xiàn)回彈現(xiàn)象。 2. 金屬?zèng)_壓件形狀 不同形狀的沖壓件回彈差異很大,形
精密注塑件在被注塑模具生產(chǎn)加工的時(shí)候,有時(shí)候會(huì)出現(xiàn)變形的情況,這個(gè)是什么原因造成的呢,又有何種改進(jìn)措施?本期會(huì)從以下2點(diǎn)因素為您解答,分別是注塑成型時(shí)造成的變形和精密注塑件脫模時(shí)造成的變形。 1,注塑成型時(shí)產(chǎn)生的變形,成因是收縮不均勻,有內(nèi)應(yīng)力,而防止注塑成型時(shí)產(chǎn)生變形的措施如下: (1)選擇合適的澆口數(shù)量,還要注意各澆口的平衡。 (2)澆口形狀和位置,根據(jù)塑件形狀選用合適的澆口形狀與澆口位置。
聯(lián)系方式 聯(lián)系我時(shí),請(qǐng)告知來(lái)自八方資源網(wǎng)!
公司名: 浙江屹緯精密技術(shù)有限公司
聯(lián)系人: 姚女士
電 話:
手 機(jī): 17758337213
微 信: 17758337213
地 址: 浙江湖州德清縣阜溪街道豐慶街916號(hào) (莫干山國(guó)家高新區(qū))
郵 編:
網(wǎng) 址: invitech2020.b2b168.com
相關(guān)推薦





相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶(hù)發(fā)布,八方資源網(wǎng)不介入任何交易過(guò)程,請(qǐng)自行甄別其真實(shí)性及合法性;
2、跟進(jìn)信息之前,請(qǐng)仔細(xì)核驗(yàn)對(duì)方資質(zhì),所有預(yù)付定金或付款至個(gè)人賬戶(hù)的行為,均存在詐騙風(fēng)險(xiǎn),請(qǐng)?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 浙江屹緯精密技術(shù)有限公司
聯(lián)系人: 姚女士
手 機(jī): 17758337213
電 話:
地 址: 浙江湖州德清縣阜溪街道豐慶街916號(hào) (莫干山國(guó)家高新區(qū))
郵 編:
網(wǎng) 址: invitech2020.b2b168.com
- 相關(guān)企業(yè)
- 東莞菱智金屬材料科技有限公司
- 合肥豫鑫機(jī)械有限公司
- 天津博達(dá)科技有限公司
- 東光縣通達(dá)沖壓加工廠
- 浙江屹緯精密技術(shù)有限公司
- 天津市財(cái)崗利機(jī)械制造有限公司
- 黃石銳智機(jī)械自動(dòng)化有限公司
- 蘇州市恒祥輝模具有限公司
- 常熟市虞發(fā)傳動(dòng)機(jī)械有限公司
- 佛山市南海弘博鋁制品廠
- 商家產(chǎn)品系列
- 電鍍加工
- 電火花加工
- 電腦產(chǎn)品加工
- 電鑄加工
- 電子產(chǎn)品包裝
- 電子焊接加工
- 電子加工
- 電子組裝加工
- 雕刻加工
- 鍛造加工
- 防偽包裝
- 紡織加工
- 紡織品加工
- 非標(biāo)件加工
- 激光加工
- 擠塑加工
- 加工
- 家居用品加工
- 家用電器加工
- 剪板加工
- 建材加工
- 金屬加工
- 皮革加工
- 皮具加工
- 汽摩配件加工
- 卡類(lèi)印刷
- 殼體加工
- 孔加工
- 染整加工
- 熱處理
- 產(chǎn)品推薦
- 資訊推薦

¥3000.00

¥650.00





¥20.00

障礙**器 甘肅腦循環(huán)治療儀 打破傳統(tǒng)**
¥98000.00

¥445000.00
¥456000.00
