微孔加工方法,微孔加工工藝有哪些方法
- 時間:2021-09-28作者:北京華諾恒宇光能科技有限公司瀏覽:1677
北京華諾恒宇光能科技有限公司專注于小孔加工,微孔加工,細孔加工,激光打孔,激光鉆孔,小孔微孔加工,激光穿孔,激光焊接等
詞條
詞條說明
【細孔加工】?噴嘴加工選型的通常準則和功能的首要因素是什么呢?
噴嘴加工刀具集中分序法就是按所用刀具劃分工序,用同一把刀具加工完零件上所有可以完成的部位。在用*二把刀、*三把完成它們可以完成的其它部位。這樣可減少換刀次數,壓縮空程時間,減少不必要的定位誤差。噴嘴加工選型的通常準則:1.資料挑選:依據技術介質的成分及及溫度2.噴嘴系列挑選:依據散布形狀、散布密度及霧化程度3.噴嘴規范挑選:依據流量、壓力及噴淋角噴嘴加工影響噴嘴功能的首要因素:1.壓力(1)壓力對
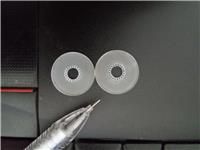
利用高功率密度激光束照射被加工材料,使材料很快被加熱至汽化溫度,蒸發形成孔洞。激光打孔是較早達到實用化的激光加工技術,也是激光加工的主要應用領域之一。它在激光加工中歸類于激光去除,也叫蒸發加工。隨著近代工業和科學技術的迅速發展,使用硬度大、熔點高的材料越來越多,而傳統的加工方法已不能滿足某些工藝要求。與常規打孔手段相比,具有以下顯著的優點:①激光打孔速度快,效率高,經濟效益好。②激光打孔可獲得大的
電火花小孔加工機床操作經驗1,電火花小孔加工機床電極導向器與工件要有2mm~3mm的距離。2,電火花小孔加工機床使用的注意事項a,電極密封圈及電極導向器,均應配合電極銅管直徑大小使用。b,電極銅管避免掉落或碰撞,有時會導致銅管彎曲,尤其使用較細電極。c,電極銅管壓扁或銅管端面有毛刺,有時會影響加工液之噴出,安裝電極時詳細檢查。d,檢查電極銅管彎曲或翹曲,請于平板臺上轉動電極銅管,有無彎曲或翹曲情形
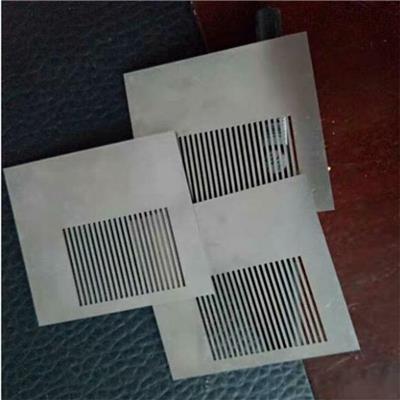
微孔加工方法,微孔加工工藝有哪些方法電火花是微孔加工的重要組成部分,電火花微孔加工技術隨著微機械、精密機械、光學儀器等領域的不斷拓展而得到廣泛的關注。電火花微孔加工以其加工中受力小、加工的孔徑和深度由調節電參數就可得到控制等優勢,使其在各國的研究日益活躍。但是電火花加工是一個典型的慢加工,在加工微孔時表現的尤為明顯,時間隨著加工精度的提高而減慢。對于少量的孔如:2個或5個左右,可以使用,主要是針對
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 北京華諾恒宇光能科技有限公司
聯系人: 馬經理
電 話: 18920259803
手 機: 18920259803
微 信: 18920259803
地 址: 北京豐臺北京市豐臺區南三環西路88號春嵐大廈1號樓2單元,102室
郵 編:
網 址: lyjg.b2b168.com
相關推薦



相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 北京華諾恒宇光能科技有限公司
聯系人: 馬經理
手 機: 18920259803
電 話: 18920259803
地 址: 北京豐臺北京市豐臺區南三環西路88號春嵐大廈1號樓2單元,102室
郵 編:
網 址: lyjg.b2b168.com
- 相關企業
- 中山市叁創激光打標加工有限公司
- 山東瀧德金屬制品有限公司
- 佛山市森楠激光設備有限公司
- 成都淏泰金屬制品有限公司
- 深圳市眾立匯科技有限公司
- 東莞市鑫藝激光切割有限公司
- 河北威鐵鐵路科技有限公司
- 深圳市鑫達機電科技有限公司
- 寧波市北侖區甬星標識廠
- 上海元聯實業有限公司
- 商家產品系列
- 線切割加工
- 橡膠成型加工
- 橡膠加工
- 行業**設備加工
- 繡花加工
- 宣傳冊印刷
- 壓鑄加工
- 冶煉加工
- 醫療器械加工
- 儀器儀表加工
- 紙品加工
- 紙箱紙盒印刷
- 軸承加工
- 竹木加工
- 注塑加工
- 鑄造加工
- 擠塑加工
- 加工
- 家居用品加工
- 家用電器加工
- 剪板加工
- 建材加工
- 金屬加工
- 五金工具加工
- 五金加工
- 五金配件包裝
- 吸塑包裝
- 吸塑加工
- 銑床加工
- 插件加工
- 產品推薦
- 資訊推薦