斷續加工20crmnti齒輪抗沖擊耐磨刀片-淬火鋼hrc58-62精車加工刀頭
- 時間:2020-06-15作者:鄭州華菱超硬材料有限公司瀏覽:172
鄭州華菱超硬材料有限公司專注于立方氮化硼刀具,CBN刀片,PCBN刀片等
詞條
詞條說明
硬車削渣漿泵大余量高硬度車削刀片-抗沖擊耐磨刀頭 渣漿泵的零部件很多,主要部件有葉輪、泵軸、護套、前護板、后護板、泵殼和軸封裝置。下面簡單介紹一下渣漿泵零部件葉輪和泵軸的的加工工藝。 葉輪的加工工藝:粗車進口端口環和前板面—精車前口環與內孔(保證同心度要求)—插鍵槽(保證鍵槽對稱度)—鉆葉輪平衡孔(保證大小均勻分布)—檢驗(平衡試驗)—檢驗入庫。 渣漿泵零部件余量大、硬度高,如何選擇刀具材料加工渣
淬火鋼硬度58度硬車削耐磨刀片-淬硬鋼62度高精度刀頭 經過淬火后的鋼件硬度很高,也成為淬硬鋼,傳統方式都是采用磨削工藝來獲得,但為了提高加工效率,降低生產成本,隨著刀具行業的不斷發展,逐漸出現了硬車(以車代磨)工藝,但同樣車削淬硬鋼難度較大,由于遇到斷續切削工況,較難保證其加工效果。 1、淬硬鋼硬車刀具的切削參數選擇 硬車淬硬鋼的切削用量,首先確定合理的切削速度,其次是切削深度,再其次是進給量
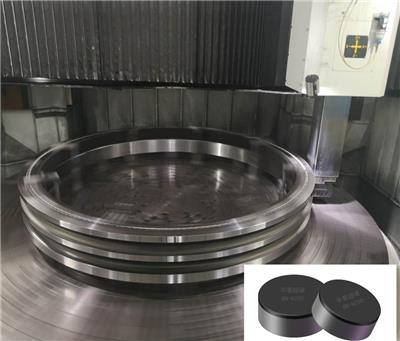
斷續加工20crmnti齒輪抗沖擊耐磨刀片-淬火鋼hrc58-62精車加工刀頭
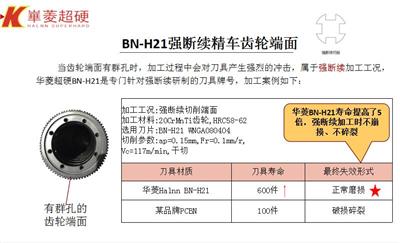
斷續加工20crmnti齒輪抗沖擊耐磨刀片-淬火鋼hrc58-62精車加工刀頭 導讀:齒輪部分被加工部位有斷續,如齒輪內孔有鍵槽,或齒輪端面有油孔等都屬于斷續加工,針對此建議一般刀具都無法加工,上去就崩刀,推薦使用BN-H10材質和BN-H21材質。 淬火鋼齒輪是典型的難加工材料之一,常見材質有20CrMnTi,42CrMo,淬火后硬度HRC58-62之間,目前立方氮化硼刀具在連續切削工況中廣泛
數控車精加工淬硬鋼HRC58-62率刀頭-58度62度淬火鋼精車刀片 數控車精加工淬硬鋼HRC58-62率刀頭-58度62度淬火鋼精車刀片,常見的牌號及型號有:DNGA150408,WNGA080408,CNGA120408,CNGA120404,VNGA160404, VNGA160408,WNGA080404等。上述型號刀片是華菱根據加工車間反映使用硬質合金刀片加工淬火鋼加工效率慢,磨損快,硬
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 鄭州華菱超硬材料有限公司
聯系人: 李安
電 話:
手 機: 15617726385
微 信: 15617726385
地 址: 河南鄭州中原區鄭州**產業開發區國家大學科技園孵化基地13幢2單元21層224號
郵 編:
網 址: lian0512.b2b168.com
相關推薦


相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 鄭州華菱超硬材料有限公司
聯系人: 李安
手 機: 15617726385
電 話:
地 址: 河南鄭州中原區鄭州**產業開發區國家大學科技園孵化基地13幢2單元21層224號
郵 編:
網 址: lian0512.b2b168.com
- 相關企業
- 廣州緯鄴交通設備有限公司
- 上海耐腐閥門集團有限公司
- 東莞市能泰石油化工有限公司
- 衡水安達機械設備有限公司
- 南京駿威創新精工機械有限公司
- 浙江易普液壓設備有限公司
- 中山市越凡腳輪有限公司
- 惠州市洪柏五金制品有限公司
- 江門市聯業電器實業有限公司
- 深圳市富鵬達金屬材料有限公司
- 商家產品系列
- 百分表
- 半徑規
- 包裝機械
- 食品機械
- 試驗分析儀器
- 試驗設備
- 數控車床
- 數控沖床
- 數控刀具
- 數控剪板機
- 數控立車
- 數控龍門鉆
- 數控深孔鉆
- 數控鏜床
- 數控彎管機
- 數控銑床
- 數控系統
- 數控折彎機
- 數控鉆床
- 影像儀
- 硬度計
- 游標卡尺
- 圓度儀
- 汽摩配件
- 千分表
- 千分尺
- 切割焊接
- 清洗清理設備
- 三坐標
- 分離設備
- 產品推薦
- 資訊推薦




¥0.20
¥4000.00





¥1180.00