摩擦焊設備廠家
- 時間:2021-04-16作者:永康市國海自動化設備有限公司瀏覽:314
永康市國海自動化設備有限公司專注于摩擦焊,連續驅動摩擦焊機,摩擦焊機,金屬摩擦焊機,旋轉摩擦焊機,金屬摩擦焊設備等
詞條
詞條說明
一、操作規程1、操作工作者需要對摩擦焊機的整體流程及基本性能進行整理,注意不能夠**負荷使用摩擦焊機設備。2、操作工作者在正式上崗之前,需要經過嚴格培訓及考試測試,考試合格后才能持證上崗。3、摩擦焊機設備在正式應用之前,需要參照潤滑圖進行注油,并對注油位置進行安全檢測。4、在正式啟用摩擦焊機之前,需要對液壓壓力、夾緊壓力進行相應的調整和檢查。5、在對摩擦焊機進行調整時,也需要對滑臺和刀架的移動速度及
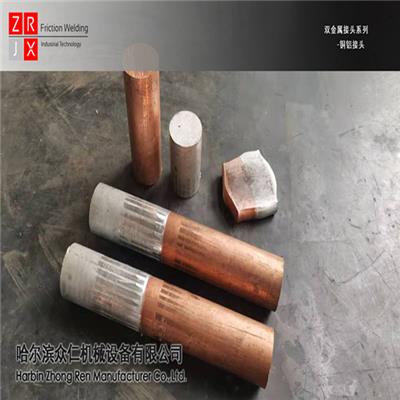
摩擦焊焊接工藝介紹工藝特點1) 焊接施工時間短,生產效率高。例如發動機排氣門雙頭自動摩擦焊機的生產率可達800~1200件/h。對于外Φ127mm、內徑Φ95mm的石油鉆桿與接頭的焊接,連續驅動摩擦焊僅需要十幾秒鐘。2)因焊接熱循環引起的焊接變形小,焊后尺寸精度高,不用焊后校形和消除應力。用摩擦焊生產的柴油發動機預燃燒室,全長誤差為±0.1mm;**焊機可保證焊后的長度公差為±0.2mm,偏心度為
今天介紹幾種**的焊接工藝 ——1.激光焊接激光焊接:激光輻射加熱待加工表面,表面熱通過熱傳導向內擴散,通過控制激光脈沖的寬度、能量、峰值功率和重復頻率,熔化工件,形成特定的熔池。▲焊接件點焊固定▲連續激光焊接激光焊接可通過連續或脈沖激光束實現。激光焊接的原理可分為熱傳導焊接和激光深熔焊接。功率密度小于10~10 W/cm為熱傳導焊,焊接速度慢,功率密度大于10~10 W/cm當金屬表面受熱時,它
摩擦焊機快進、快退不能調得太快,防止發生危險,皮帶張緊要適當,防護罩須鎖緊。飛邊切前量應由小到大,工進要適當。要及時處理,回火油不能裝得太滿,放、取料應小心。機床油桶應有良好接地保護,不許擅自拆修。摩擦焊機利用工件端面相互摩擦產生的熱量使之達到塑性狀態,然后**鍛完成焊接的方法。因車削工件時切屑往往牢牢地粘在刀頭上,軸與軸瓦之間潤滑不良時也會產生局部焊合,摩擦焊就是從這些現象出發而發明的。摩擦焊可分
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 永康市國海自動化設備有限公司
聯系人: 胡經理
電 話: 0579-87211096
手 機: 13967913621
微 信: 13967913621
地 址: 浙江金華永康市象珠工業區金雞路58號
郵 編:
相關推薦




相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 泰源壓縮機械(浙江)有限公司
- 四川幫浦電子有限公司
- 揭陽昱升工貿有限公司
- 固安縣中宏濾清器廠
- 濟寧鑫宏工礦機械設備股份有限公司
- 江門市吉米焊接科技有限公司
- 深圳市柏泰機電設備有限公司
- 上海羅臻機電設備有限公司
- 東莞市勝川電子設備有限公司
- 青島天智達塑膠集成有限公司
- 商家產品系列
- 硬幣清分機
- 油泵
- 熨燙洗滌設備
- 雜質泵
- 鑿巖機
- 扎把機
- 扎口機
- 展示柜
- 展示架
- 針閥
- 真空干燥機
- 振動盤
- 蒸餾設備
- 蒸汽清洗機
- 整熨洗滌設備
- 支腿
- 織帶機
- 植保機械
- 植絨機
- 制冷壓縮機
- 制粒干燥設備
- 家電制造設備
- 家用機
- 監測儀器
- 角閥
- 腳踏閥
- 結晶設備
- 金融**設備
- 金屬切削機床
- 卷板機床
- 產品推薦
- 資訊推薦


¥280000.00
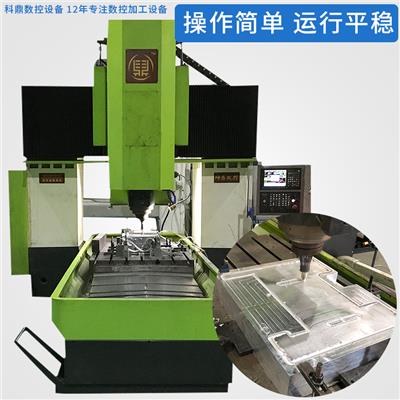
科鼎數控,臺式鋁摩擦焊接機,龍門式攪拌摩擦焊設備,摩擦焊接機
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00