免漆門真空吸塑膠開膠怎么辦
- 時間:2019-03-13作者:深圳市精工研木工刀具有限公司瀏覽:512
深圳市精工研木工刀具有限公司專注于真空吸塑膠,舍棄式螺旋刀,數控木工車刀等
詞條
詞條說明
吸塑膠的噴槍可以選用1.8-2.0的口徑,最好的話是1.5口徑,霧化性會好,顆粒小。 壓薄木(木皮)時,用乳白乳膠類膠粘劑,木皮的溫度應不低于105℃;壓力越大越好但達到設定壓力的時間要長,即慢速加壓,2.5修邊要求壓機加工完畢的工件,放置20分鐘(保證膠的初期固化)后方可進行修邊,修邊后用專用工具刮棱角或用120#-180#的砂紙倒棱使PVC膜低于工件表面,并用酒精等稀料把背面的膠痕清理干凈,
使用常見問題及解決方案 1、邊吸不住或者縮邊 原因分析: ①吸塑時,側邊溫度偏低或者真空度不夠; ②膠水的耐溫性不夠; ③吸塑成型后,在溫度還沒有降下來的情況下,就撤消壓力。 解決辦法: ①增加溫度或者真空度; ②配固化劑使用; ③吸塑成型后,溫度冷卻至室溫或略高,才撤出真空。 吸塑膠的粘接性能 櫥柜吸塑膠作為一種膠粘劑,其粘接的強度主要與自身的性質、被粘物木材的材性及材質、粘接工藝有關。 櫥柜吸
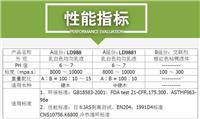
真空吸塑膠的要求: 1.保證板材表面的清潔、干凈無油污,對于密度板的四邊打磨應盡量用細的砂紙打磨。以保證密度板的四邊纖維不會過于粗糙而導致吸膠不均,從而引起麻點現象。 2.根據對溫度的要求選擇合適的薄膜。不同厚度的復合薄膜對高溫有不同的反應,如有更改材料,應先評估操作條件后才大量生產。 3.盡可能使用增塑劑含量低的復合薄膜,因為薄膜內的增塑劑在長時間儲存及高溫環境下,有可能游離出表面,從而影響粘
涂膠方面 1、標準涂膠量為250—300克/㎡。 2、開放堆積時間應控制在10分鐘以內,閉鎖堆積時間應控制在5分鐘以內。 3、單面涂膠或雙面涂膠均應保證涂膠量,并防止圖層因干燥而成膜。 4、刷子涂膠應避免造成浪費及涂膠不均的現象。 5、滾子涂膠或機械涂膠應保證涂膠量,并防止膠層過薄而易成膜的問題。 6、對于較難粘接的樹種,建議采用雙面涂膠的方式。 溫度方面 1、在不同的季節里,要及時測量工作環境溫
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 深圳市精工研木工刀具有限公司
聯系人: 高云燕
電 話:
手 機: 13714570562
微 信: 13714570562
地 址: 廣東深圳龍崗區深圳市龍崗區龍崗街道同樂段老榕樹街321-1號
郵 編:
相關推薦



相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 河源市固優特新材料有限公司
- 北京瑞德佑業科技有限公司
- 山東裕康化工有限公司
- 廣州希潔環保科技有限公司
- 深圳市泰達克電子材料有限公司
- 北京瑞德佑業經貿有限責任公司
- 萬洲膠粘制品(江蘇)有限公司
- 天津展天化工有限公司
- 成都托馬斯科技有限公司
- 佛山市南海區聚和超聲波設備有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦



供應防老劑RD 防老劑MB 橡膠制品防老化**防老劑.4010.丁.甲
¥11800.00


¥8000.00

¥2300.00

¥4800.00

¥4500.00