AI智能吹氧管工廠就選安陽喜康
- 時間:2026-01-04作者:安陽市喜康吹氧管有限責任公司瀏覽:21
安陽市喜康吹氧管有限責任公司專注于吹氧管,高頻焊管,六角鋼等
詞條
詞條說明
降低吹氧管耗損的方式是啥 在冶煉全過程中吹氧管的耗費是非常大的,從而提升了大家的成本費,那麼應當怎樣降低吹氧管的耗損呢?下邊,大家就來了解一下。 吹氧管盡管涂覆耐火泥有利于改進遭到輻射熱的情況,但這并不可以改進管件自身耐高溫和抗氧化性的特性,因此也就不易提益,與此同時,因為耐火泥層偏厚,使管的凈重基本上成倍增加,提升了實際操作中的艱難和勞動效率。因而,為了好地降低吹氧管的損耗,一些生產(chǎn)廠家廣泛選
手壓閥式吹氧具**設(shè)置膠套夾緊裝置和吹氧管連接,在操作部位設(shè)置手壓閥控制吹氧量,從而實現(xiàn)了快速開啟,保證了操作安全和澆口完整,也提高了設(shè)備使用壽命。吹氧具適用于鋼廠連續(xù)澆鑄鋼坯的澆口引流,鋼錠清理及氧茅切割的場合。電爐煉鋼設(shè)備是一種耐高溫、抗氧化阻燃噴嘴這種耐高溫、抗氧化阻燃噴嘴可代替當前國內(nèi)外普遍采用的滲鋁、涂層、裸體吹氧管。這種耐高溫、抗氧化阻燃噴嘴的特征是在普通吹氧管前部直接焊接、粘接或楔型
絲扣吹氧管切削溫度的影響因素 1、切削參數(shù)的影響。 倘若發(fā)生了的熱量放出的熱量,切割溫度會上漲,些許因素會增長放出的熱量,切割參數(shù)會環(huán)比降低氧槍的切割溫度,切割速度對切割溫度有大影響。伴著切削速度的上升,切削溫度會迅速上漲。 2.刀具幾何參數(shù)的影響。 因現(xiàn)在角普遍增長時,單位切削力減小,切削熱環(huán)比降低。從而因此,切削溫度伴著前角的增多而環(huán)比降低。還有,目前角18°至20°時,對切削溫度的影響減小,
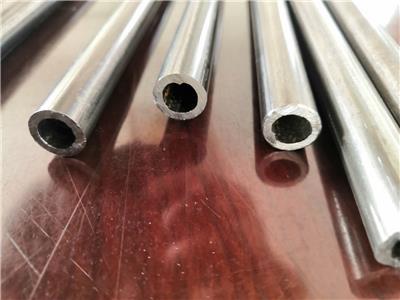
吹氧管(Oxygen tube)是用作煉鋼吹氧的管材,常用小口徑焊接鋼管制成,材質(zhì)主要為08、10、15、20或Q195-Q235鋼帶,部分產(chǎn)品經(jīng)滲鋁處理以提高防蝕性能 其規(guī)格涵蓋3/8寸至2寸八種,長度通常為6米,同時包含5×1至38×11等多種型號 。 該產(chǎn)品分為無縫鋼管和焊接鋼管兩類,前者采用普通碳素結(jié)構(gòu)鋼軋制,后者通過鋼板卷曲焊接生產(chǎn) 。 滲鋁耐火涂層吹氧管(PS系列)結(jié)合電弧爐煉鋼需求,
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 安陽市喜康吹氧管有限責任公司
聯(lián)系人: 李衛(wèi)東
電 話: 0372-6299555
手 機: 13353725719
微 信: 13353725719
地 址: 河南安陽湯陰縣古賢工業(yè)園
郵 編:
網(wǎng) 址: ayxk0372.b2b168.com
相關(guān)推薦



相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質(zhì),所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 安陽市喜康吹氧管有限責任公司
聯(lián)系人: 李衛(wèi)東
手 機: 13353725719
電 話: 0372-6299555
地 址: 河南安陽湯陰縣古賢工業(yè)園
郵 編:
網(wǎng) 址: ayxk0372.b2b168.com
- 相關(guān)企業(yè)
- 河南劉三鋼鐵有限責任公司
- 云南省前所機制農(nóng)具廠軋鋼分廠
- 錦州錦興特鋼有限公司
- 云南閩新經(jīng)貿(mào)有限公司
- 湖北省十堰市鋼廠
- 固陽縣鑫之源礦冶有限責任公司
- 江陰市潤德物資有限公司
- 安陽市喜康吹氧管有限責任公司
- 楚雄州永仁縣鈞鼎工貿(mào)有限公司
- 武漢合利動實業(yè)發(fā)展有限公司
- 商家產(chǎn)品系列
- 產(chǎn)品推薦
- 資訊推薦





¥2888.00