梯形絲杠螺母怎么配合才較耐用
- 時(shí)間:2019-05-04作者:濟(jì)寧利興精密機(jī)械制造有限公司瀏覽:179
濟(jì)寧利興精密機(jī)械制造有限公司專注于直線導(dǎo)軌/滑塊,梯形絲杠/大型絲杠,花鍵軸/花鍵套等
詞條
詞條說明
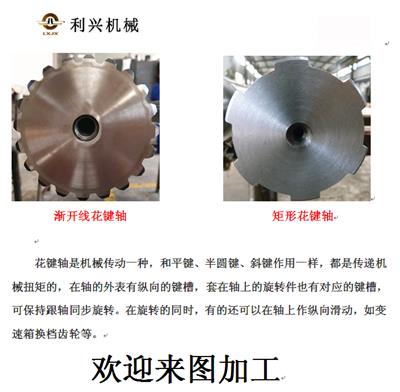
?矩形花鍵軸應(yīng)用廣泛,如飛機(jī)、汽車、拖拉機(jī)、機(jī)床制造業(yè)、農(nóng)業(yè)機(jī)械及一般機(jī)械傳動(dòng)裝置等。 其特點(diǎn):多齒工作,承載能力高,對(duì)中性好,導(dǎo)向性好,齒根較淺,應(yīng)力集中小,軸與轂強(qiáng)度削弱小,加工方便,能用磨削方法獲得較高的精度。標(biāo)準(zhǔn)中有兩個(gè)系列(輕系列和中系列)。 ?漸開線花鍵軸花鍵銑 花鍵軸銑床 花鍵銑床? ?漸開線花鍵軸用于載荷較大,定心精度要求高,以及尺寸較大的
矩形花鍵的圖樣標(biāo)注及標(biāo)注方式 矩形花鍵的標(biāo)注代號(hào)按順序包括以下項(xiàng)目:鍵數(shù) N、小徑 d、大徑 D、鍵(鍵 槽)寬 B,其各自的公差帶代號(hào)或配合代號(hào)標(biāo)注于基本尺寸之后。 例 某矩形花鍵,鍵數(shù) N=8,小徑 d=40mm,配合為 H6/f6;大徑 D=54mm, — 100 — 鍵、花鍵的互換性 配合為 H10/a11;鍵(鍵槽)寬 B=9mm,配合為 H9/d8。其標(biāo)注如下: 花鍵規(guī)格: N×d×D
光軸加工時(shí)粗、精磨削余量的確定 工件經(jīng)粗加工、半精加工后需在磨削工序中切除的金屬層稱磨削余量,其大小為磨削前與磨削后的尺寸之差。磨削余量可分為粗磨余量、精磨余量及研磨余量等。 {1}磨削余量的確定 ? ? 合理確定磨削余量,對(duì)提高生產(chǎn)效率和保證加工質(zhì)量有重要意義,一般來說,工件形狀復(fù)雜,技術(shù)要求高,工藝流程長(zhǎng)而復(fù)雜,經(jīng)熱處理變形加大的工件,磨削余量應(yīng)多些。 確定磨削余量的原則是
花鍵軸的發(fā)展歷史 1674年丹麥天文學(xué)家羅默首次提出用外擺線作齒廓曲線,以得到運(yùn)轉(zhuǎn)平穩(wěn)的花鍵軸。花鍵軸在一定的行業(yè)中能夠發(fā)揮重要的作用和性能,按照原理和工作程序進(jìn)行生產(chǎn)和加工,保證能夠在生產(chǎn)中發(fā)揮重要的作用。 18世紀(jì)工業(yè)革命時(shí)期,花鍵軸技術(shù)得到高速發(fā)展,人們對(duì)花鍵軸進(jìn)行了大量的研究。1733年法國(guó)數(shù)學(xué)家卡米發(fā)表了齒廓嚙合基本定律;1765年瑞士數(shù)學(xué)家歐拉建議采用漸開線作齒廓曲線。 19世紀(jì)出現(xiàn)的
聯(lián)系方式 聯(lián)系我時(shí),請(qǐng)告知來自八方資源網(wǎng)!
聯(lián)系人: 全文文
電 話: 0537-3765587
手 機(jī): 15264783836
微 信: 15264783836
地 址: 山東濟(jì)寧兗州區(qū)濟(jì)寧市高新區(qū)王因鎮(zhèn)柳溝村
郵 編: 272103
網(wǎng) 址: jnlxjx.cn.b2b168.com
相關(guān)推薦

供應(yīng)梯形絲杠副/梯形絲副圖片/梯形絲杠螺母/梯形絲杠規(guī)格

大型絲桿來圖加工/梯形絲杠螺母定做/花鍵軸廠家

直線導(dǎo)軌/國(guó)產(chǎn)直線導(dǎo)軌/HGH直線導(dǎo)軌/批量HGH直線導(dǎo)軌廠家

國(guó)產(chǎn)直線導(dǎo)軌/35型號(hào)4米直線導(dǎo)軌現(xiàn)貨/山東直線導(dǎo)軌廠家
國(guó)產(chǎn)直線導(dǎo)軌/線性導(dǎo)軌/線性滑軌/高組裝直線導(dǎo)軌配套法蘭滑塊

山東利興機(jī)械大型絲杠廠家/批量精密梯形絲桿定制/減速機(jī)傳動(dòng)絲杠加工/橋梁升降絲杠生產(chǎn)
利興機(jī)械大型花鍵軸定制加工 破碎機(jī)絞龍軸漸開線花鍵軸 包裝機(jī)械鍍鉻矩形花鍵軸

山東直線導(dǎo)軌現(xiàn)貨銷售15/20/25/30/35/45/55/65HG系列上銀互換
相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請(qǐng)自行甄別其真實(shí)性及合法性;
2、跟進(jìn)信息之前,請(qǐng)仔細(xì)核驗(yàn)對(duì)方資質(zhì),所有預(yù)付定金或付款至個(gè)人賬戶的行為,均存在詐騙風(fēng)險(xiǎn),請(qǐng)?zhí)岣呔瑁?
- 聯(lián)系方式
聯(lián)系人: 全文文
手 機(jī): 15264783836
電 話: 0537-3765587
地 址: 山東濟(jì)寧兗州區(qū)濟(jì)寧市高新區(qū)王因鎮(zhèn)柳溝村
郵 編: 272103
網(wǎng) 址: jnlxjx.cn.b2b168.com
- 相關(guān)企業(yè)
- 臺(tái)州市黃巖正誠(chéng)達(dá)模具機(jī)械有限公司
- 紹興市柯橋區(qū)柯巖橫豎直燙鉆廠
- 廣州市科盟清潔技術(shù)有限公司
- 比爾安達(dá)(上海)潤(rùn)滑材料有限公司
- 東莞市長(zhǎng)安鑫昇輝絲印器材經(jīng)營(yíng)部
- 山東煜和堂藥業(yè)有限公司
- 東莞市鳳崗新廣晟杰利研磨材料經(jīng)營(yíng)部(個(gè)體工商戶)
- 廈門市鑫宏鵬電子有限公司
- 北京鴻潤(rùn)寶順科技有限公司
- 北京赫飛勒門窗有限公司
- 商家產(chǎn)品系列
- 產(chǎn)品推薦
- 資訊推薦

¥3000.00


¥650.00




¥0.12



¥39.99

¥0.28
