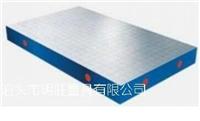
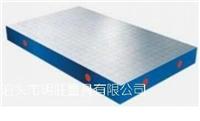
鑄鐵T型槽平臺外觀的質(zhì)量應如何要求
- 時間:2015-05-14作者:泊頭市明旺量具有限公司瀏覽:117
泊頭市明旺量具有限公司專注于鑄鐵工作臺,鑄鐵平臺,劃線平臺,焊接平臺,T型槽平臺,地軌等
詞條
詞條說明
T型槽平板(T型槽平臺)的質(zhì)量檢測: 1、T型槽平板(T型槽平臺)工作表面不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷.2、鑄鐵平板(T型槽平臺)工作表面不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷.各種鑄造表面應清除型砂、且表面平整,涂漆牢固.各棱邊應修鈍.在精度等級低于"00"級的平板工作面上,對于直徑小于15mm的砂孔允許用相同的材料堵塞,其硬度應低于周圍材料的硬度.在工作面上堵塞的部位
焊接平臺顧名思義就是用來進行堅的焊接的,焊接平臺在通過層層嚴格的生產(chǎn)檢驗以及出廠檢驗到達客戶的手中。在焊接的過程中做到快速高效,節(jié)省時間、費用和勞動力關系到產(chǎn)品的質(zhì)量的好壞潤和損失。若在實際使用中使用GMAW和GCAW焊接鋼制材料的工件時,焊機所承受的較大焊接電流已經(jīng)**過使用的實際電流時,應該采取提前預熱金屬,并采用丙烷、標準規(guī)定的氣體或乙炔焊炬對工件焊接區(qū)域進行預熱處理,預熱溫度為150~260
涂裝工藝是對鑄鐵平板平臺表面生銹處理很好的辦法,涂裝前要對鑄鐵平板進行查驗,對外表凹凸不平處要操縱工具舉行修整,外表的污物要予以消除。為防止鑄鐵平板經(jīng)過加工的表面生銹 經(jīng)過機械加工后的鑄鐵平板涂漆前必需用金屬清洗劑或潔凈的工業(yè)汽油進行淋洗或刷洗,確保完全消除外表的油污和其他污物。事實上涂裝工藝底漆刷涂或噴、浸要勻稱,底漆在操縱前必須沖浴攪拌勻稱,濃縮至適當?shù)恼扯仍倥e行涂抹。填充鑄件凸起的地方要根據(jù)
T型槽平板的詳細說明: ? 1. 耐潮,耐腐蝕、不用涂油、不生銹、不褪色。 ? 2. 溫度系數(shù)較低,基本不受溫度影響。 ? 3. 幾乎不用保養(yǎng),能**地清潔/擦拭,精度穩(wěn)定性好。 ? 4. 一律是較堅硬的面。 ? 5. 光滑的“軸承”面,不著土,耐磨,無磁性。 ? T型槽平臺精密量具、儀器,采用優(yōu)質(zhì)“濟南青”石料經(jīng)機械加工和手工精磨
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 泊頭市明旺量具有限公司
聯(lián)系人: 顏愛青
電 話: 0317-8326905
手 機: 18733065902
微 信: 18733065902
地 址: 河北滄州泊頭市泊頭市交河開發(fā)區(qū)
郵 編: 062150
網(wǎng) 址: btmwlj.cn.b2b168.com
相關推薦



相關閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質(zhì),所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 泊頭市明旺量具有限公司
聯(lián)系人: 顏愛青
手 機: 18733065902
電 話: 0317-8326905
地 址: 河北滄州泊頭市泊頭市交河開發(fā)區(qū)
郵 編: 062150
網(wǎng) 址: btmwlj.cn.b2b168.com
- 相關企業(yè)
- 德州道隆機床設備有限公司
- 德州善通機械制造有限公司
- 諸暨市艾吏特機床有限公司
- 衡陽金燦機械有限公司
- 蘇州夏米爾機械制造有限公司
- 章丘市刁鎮(zhèn)致會鏜床加工廠
- 沈陽市鉆鏜床部件加工廠
- 沈陽豐寶鉆鏜床液壓件廠
- 德州廣合機床有限公司
- 陜西天寰機械制造有限公司
- 商家產(chǎn)品系列
- 產(chǎn)品推薦
- 資訊推薦



¥500.00


¥100.00

¥800000.00



¥1650.00


¥8800.00

¥1000.00